常州鋼結構拋丸機安裝
發布時間:2024-05-06 01:13:08
常州鋼結構拋丸機安裝
拋丸機常見的問題與處理方法:葉片損壞緣由剖析與采取措施,拋丸機廠家的葉片大多不斷被拋出的彈丸沖擊,因此葉片是拋丸機中易損壞的部件。葉片的磨損或開裂會使葉輪在高速旋轉時產生振動檢查發現葉片有深溝或磨損一半以上應及時更換。此外,葉片鑄造缺陷必然會加速葉片的磨損。由于有鑄造缺陷的葉片會使彈丸在運動過程中彈跳,反過來會沖刷葉片,加劇葉片的磨損。為保證拋丸機運行的穩定性,葉片更換必須成雙成對停止,即必須同時更換葉片,以達到良好的動態平衡。如果拋丸機的葉片問題導致拋頭工作異常,則更換所有葉片。不得使用有鑄造缺陷的葉片。注意裝置葉片時,1組8片葉片的重量差不大于5克。分析定向套的損壞原因并采取措施。拋丸機的定向套固定在拋丸機殼體上。旋轉定向套可以改變拋丸方向。當定向套內有深槽或定向套口磨損約10mm時,應更換。定向套窩口與葉輪中心線的偏移角度決定了彈丸的徑向散射角,一般在45°左右。
常州鋼結構拋丸機安裝
拋丸機設備運用于機械加工行業鑄鋼件、鑄鐵件的表層夾渣及空氣氧化皮的消除。基本上全部的不銹鋼鑄件、灰鑄造件、瑪鋼件、球鐵件等必須開展拋丸除銹。這不僅是為了消除鑄件表面的空氣氧化皮和夾渣,也是鑄件質量檢測前必不可少的工藝流程。例如,大中型氣輪機外殼在進行無損檢測前必須進行嚴格的拋丸清除,以確保檢測結果的可信度。在鑄般鑄件的生產制造中,拋丸是發現皮下組織出口孔、渣孔、夾渣、冷隔、脫皮等表面缺陷不可或缺的加工工藝。去除鋁合金型材、合金銅等金屬鑄件的表面,除了消除空氣氧化皮,發現鑄件的表面缺點外,更關鍵的目的是消除鑄件的邊緣,獲得具有裝飾實際意義的工藝性能,取得綜合實際效果。

常州鋼結構拋丸機安裝
拋丸方法包括將鐵球噴射到加工表面,然后在噴射過程中去除表面較軟的零件,表面非常淺的不規則橙色結構。噴射的小珠子和垃圾被連接到拋丸機上的真空吸塵器吸入,這是一個特殊的過濾系統。鐵珠自動與垃圾分離,清洗后返回微珠循環。垃圾被分離到出口箱中。為了確保顆粒的回收,還有高能真空吸塵器與拋丸機平行運行。水平跑道采用拋丸法去除飛機跑道部位積聚的以下問題,如著陸和起飛帶,這些區域是事故頻發區,特別是雨天,原因很多:跑道表面積聚的膠水,減少甚至消除標記應具有宏觀或微觀防滑,導致表面打滑或與飛機輪胎無縫隙。在清洗過程中,電控速度調節的輸送輥將鋼結合部分或鋼送入清洗室的拋射區。在清洗過程中,在不同的坐標方向下,全身各側都會受到強烈的沖擊和摩擦,生銹的涂層和污垢會迅速剝落,使鋼表面具有一定的粗糙度,用于清洗室外兩側進出口滾輪的裝卸工件。落在鋼板上的彈丸和銹塵通過吹掃機吹掃,落下的球塵混合物通過回收螺旋輸送到室內漏斗。垂直和水平螺旋輸送機集中在電梯的下部,再次提升到機器上部的分離器。分離出來的純顆粒落入分離器料斗中進行拋丸回收。清除拋丸機產生的灰塵由抽氣管送至除塵系統,凈化后的凈氣排入大氣,顆粒粉塵被捕獲收集。

常州鋼結構拋丸機安裝
隨著國內表面清洗要求的進一步提高,拋丸機的應用越來越廣泛。拋丸清理機在使用過程中有哪些錯誤?1、如果沒有及時添加鋼丸,拋丸機依靠拋丸機將鋼丸高速拋射到工件表面進行清洗。鋼丸是一種消耗品。隨著拋丸機工作的逐步減少,分離循環無法完成,影響拋丸質量。2、拋丸機的啟動順序錯誤,拋丸機的啟動操作未按照說明書進行。打開拋丸機后,沒有提供丸閘,導致拋丸機空轉,沒有丸料進入。3、關機順序錯誤,提前關閉拋丸器,導致丸子連續進入拋丸器,下次啟動時容易燒毀電機。4、拋丸機輸送輥道速度過快或過慢,輥道輸送速度可調,用戶在使用過程中未按說明書速度調整,過快或過慢會影響拋丸質量。5、先啟動通風吸塵電機,檢查運行情況,確認正常后再啟動拋丸機。拋丸機啟動前,不得打開供鐵丸的控制閥。6、定期檢查鋼材清洗質量,必要時可調整彈丸拋射角度和輥道輸送速度。7、隨時觀察鋼材是否有跑偏,打滑要及時排除。8、注意拋丸機運行中的振動和聲音是否正常,軸承和電機的溫升。如果通過拋丸清洗機出現異常,應停止檢查,消除故障或更換葉片。9、通過式拋丸機工作結束時,應先關閉丸管,停止進風;關閉拋丸器電機,停止通風。10、出現異常現象,立即停機,檢查其原因并及時排除。11、潮濕鋼板嚴禁進入拋丸室進行拋丸處理。12、未經學習本機操作及使用說明人員一律不允許操作本機。13、當拋丸葉輪未停止旋轉時,不允許打開端蓋,打開端蓋對應斷電所有電門按鈕。14、每個工作班結束后,應清洗機器,檢查易損件的使用情況,發現嚴重損壞時應更換。15、各種鑄件在清洗前應落砂,否則滾筒內積砂過多會影響分離效果,速零件磨損。16、每年拆卸一次機器檢查,拆卸并清洗所有零件,如有損壞,應更換一次。17、更換分配輪程序:先卸下分離器與導入管連接的兩個螺釘,然后用木錘輕輕打開導入管,松動后取下,再用套筒扳手取下固定螺母(左螺旋)取下分配輪。18、更換定向套程序:先取下分配輪,然后取下固定壓塊的螺釘,用手取出。如果砂末彈丸堵塞,不容易直接取出,可以一起取出定向套壓圈。在安裝定向套時,應注意寬刻度與指線的正確位置,否則影響拋射方向。

常州鋼結構拋丸機安裝
也許很多人不太了解什么是拋丸機。簡單來說,它實際上是一種用于清潔工件或產品表面的機械設備。因為這種機械設備本身有很多優點,這種拋丸設備在鋼鐵生產行業、石材生產行業、道路建設等過程中的應用非常普遍。但是,如果相關人員想要保證更穩定的使用效果,就有必要在操作設備之前了解設備的基本結構。拋丸機主要由自動給料機、輥道輸送系統和除塵系統組成。設備的自動給料結構包括給料架、氣動頂升裝置和鏈輪傳動裝置。設備的輸送系統由輸送系統、滾動輸送機和室體輥道組成。顧名思義,拋丸機的丸循環系統是一種用于鋼丸循環的系統。該系統的存在不僅提高了拋丸效率,而且大大降低了鋼丸回收的難度。拋丸的基本原理是利用控制高速彈丸(一般70~90米/秒)沖擊銹層,沖擊銹層。銹的塑性變形量與母材有很大差異。銹掉而母材不掉。好處是:通過電腦控制主拋葉輪轉速從而控制彈丸拋速。只沖擊銹蝕而不傷害母材,從而在很大程度上保護母材,減少線材損失,從而降低成本,節約成本。

常州鋼結構拋丸機安裝
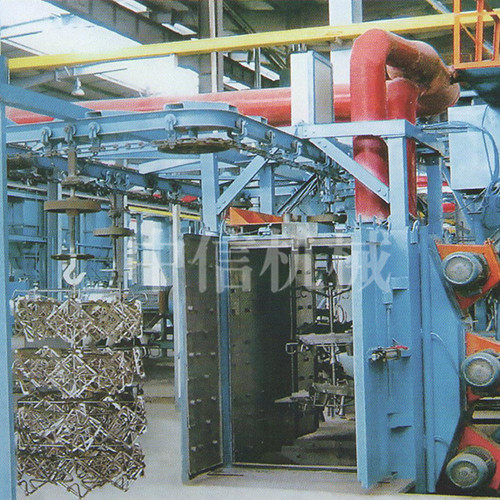
吊鉤式拋丸清理機是一種鉤式清洗設備,由拋丸清洗室、電梯、分離器、螺旋輸送機、兩個拋丸總成、彈丸控制系統、鉤軌、鉤系統、旋轉裝置、基礎、除塵系統和電氣控制部件組成。吊鉤拋丸機分為單鉤和雙鉤,吊鉤拋丸機由兩個吊鉤裝載工件交替進入拋丸清洗室。用拋丸器將0.2~0.8的彈丸扔到工件表面,使工件表面達到一定的粗糙度,使工件美觀,或改變工件的壓應力,提高使用壽命。該模型廣泛應用于鑄造、建筑、化工、電機、機床等行業中小型鑄造、鍛件的表面清洗或強化處理。并且本機型適合于不宜碰撞的細長、薄壁件的清理。吊鉤拋丸機作為拋丸清洗機的標準型號,工作直徑從900到1300mm,高度從1300到2200mm。標準型號有2-7個拋頭,承載能力1萬公斤。該拋丸機生產效率高,靈活跨度大。