浙江鋼結構拋丸機廠家
發布時間:2024-03-14 01:14:01
浙江鋼結構拋丸機廠家
鋼件、灰鑄件、瑪鋼件、球鐵件等幾乎都要拋丸。這不僅是為了去除鑄件表面的氧化皮和粘砂,也是鑄件質量檢驗前不可缺少的準備過程。鋁合金、銅合金等有色金屬鑄件表面清潔,除去除氧化皮,發現鑄件表面缺陷外,主要目的是去除壓鑄件毛刺,獲得裝飾表面質量,取得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是機械或化學聯合去除磷皮的一種工藝方法,以保證大規模鋼鐵生產中的高生產率。硅鋼板、不銹鋼板等合金鋼板在冷軋過程中必須退火,然后拋丸或酸洗,以保證冷軋鋼板的表面粗糙度和厚度精度。形式上,鋼丸是通過機械方法高速遠距離投射到零件表面,統稱拋丸清理。包括:將彈丸拋到帶砂鑄件上,去除型砂和型芯的拋丸落砂;將彈丸拋到鑄造、鍛造、焊接和熱處理零件上,去除黑皮、氧化膜和銹斑;將彈丸拋到鋼板和各種形狀的表面進行預處理;消除應力,提高表面疲勞強度的彈簧、板簧和齒輪;拋丸增加了家用電器裝飾零件或餐具表面的顏色。從工藝分類來看,拋丸清理限于清除鑄造、鍛造、焊接和熱處理零件的清洗工藝。為了達到相關工藝目的,將彈丸拋射到工件表面,直接以其工藝要求命名,如拋丸落砂、拋丸強化、拋丸增色等。

浙江鋼結構拋丸機廠家
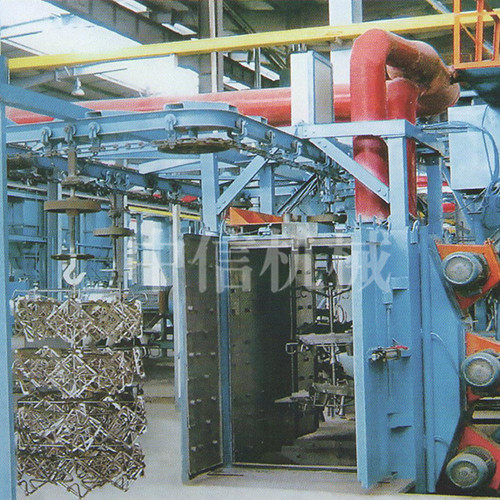
拋丸機操作過程中不能沒有所有防護裝備就開始實際操作拋丸機。拋丸機自動控制系統:員工即將拋丸除銹的產品工件立即掛在鉤子或支架上,然后手動送到拋丸除銹室前的牽引帶系統軟件。掛勾全自動進到噴砂處理室。勾子進到噴砂處理室后,將勾子丟掉。技術員根據氣缸操作設備關閉,電氣設備自鎖互鎖,避免產品工件在拋丸室噴丸時意外打開。起重吊鉤進到噴砂處理室并在設置的間距部位轉動。順向和反方向,產品工件徹底彈出來,盲區減少。2個掛勾:一個掛勾扔在拋丸室中,另一個掛勾能夠解決產品工件。拋丸時間能夠隨意調節。拋丸機停止運行后,噴砂處理缸將自動打開噴砂處理通道門,吊鉤將自動噴砂到達裝卸貨物部位,另一鉤進入自動噴砂室的特定部位,自動噴砂門自動關閉。拋丸除銹全過程中造成的煙塵被二級除塵設備搜集和過慮。

浙江鋼結構拋丸機廠家
隨著國內外清理要求的進一步提高,拋丸機廠家的拋丸機應用越來越廣泛。拋丸清理設備在使用過程中有哪些過錯?1、不能及時增加鋼丸。拋丸設備主要依靠拋丸器將鋼丸高速拋射到工件表面進行清洗。鋼丸是消耗品。隨著拋丸設備的運行逐漸減少,當鋼丸缺乏時,會無法完成分離循環,影響拋丸質量。2、拋丸清洗機的啟動順序錯誤,拋丸設備未按照說明書啟動,形成拋丸機空轉,無鋼丸料進入。3、關機順序過錯,提前關閉拋丸設備,形成鋼丸料繼續進入拋丸器,下次啟動時容易燒毀電機。4、拋丸設備運輸輥道速度過快或過慢,輥道運輸速度可調。用戶在使用過程中未能按照說明書調整速度。過快或過慢會影響拋丸質量。5、提升機皮帶松弛,提升機皮帶加緊設備,在使用過程中,皮帶不緊時可使用。

浙江鋼結構拋丸機廠家
拋丸處理是一種拋丸表面處理方法。經過百年的發展,拋丸工藝及其設備早已相當成熟,其應用早已不僅僅是在各重工業工廠。隨著水平移動拋丸設備的誕生,其應用領域迅速擴展到混凝土表面涂層處理和船舶甲板金屬表面處理,直接引入行業標準制定和行業施工方法規范。鋼結構件涂裝前的表面處理是拋丸清理主要的用途之一。用拋丸法清洗鋼結構件可追溯到20世紀40年代,大型建筑工程鋼結構件涂裝前用拋丸法清洗其表面。自20世紀50年代中期以來,鋼板、型鋼等原材料及其復雜的鋼結構件在涂裝前開始進行表面預處理。將拋頭與其他不同的機械設備結合形成生產線或裝配線,使表面前處理和涂裝操作能夠連續進行,生產效率相當高。拋丸機或拋丸生產線在絕大部分的鋼結構制造廠都是不可或缺的生產手段。鋁合金、銅合金等有色金屬鑄件的表面清潔,除了去除氧化皮,發現鑄件的表面缺陷外,主要目的是去除壓鑄件的毛刺,獲得具有裝飾意義的表面質量,獲得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是一種機械或化學聯合去除磷皮的工藝方法,以確保在大規模生產中獲得高生產率。在生產硅鋼板、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,以確保冷軋鋼板的表面粗糙度和厚度精度。

浙江鋼結構拋丸機廠家
鋼結構件拋丸檢查:一、(1)拋丸機和拋丸機電機上所有固定不動的地腳螺栓是否松動;(2)拋丸機內耐磨材料的損壞,損壞件是否立即拆卸更換;(3)拋丸室維修門是否關閉;(4)關閉后,機身所有的球都應輸送到丸料斗中,丸料總產量應超過1噸;(5)是否關閉;(6)拋丸室內擋雨板的損壞。二、鋼結構件拋丸電氣控制系統一部分:(1)檢查各行程開關和接近開關是否正常;(2)檢查操作臺上的信號指示燈是否正常。鋼結構件拋丸機旬檢修及維護保養:1、拋丸輸送系統軟件:(1)及時檢查調整風機閥門和風機閥門的開啟度,檢查行程開關;(2)調整驅動鏈的松緊度,潤化;(3)檢查拋丸電機的可靠性;(4)檢查斗提機的吊斗傳動帶,調整;(5)檢查斗提機傳動帶上的吊斗地腳螺栓;(6)維護袋式除塵器。如果袋子損壞,立即更換。2、電氣控制系統的一部分:(1)檢查直流接觸器和刀閘的接觸點;(2)檢查驅動力線和控制線是否損壞;(3)電機單獨打開,檢查揚聲器和滿載電流,每臺電機超過5分鐘;(4)檢查三相五線是否燒壞,再次擰緊接線地腳螺栓。3、鋼結構件拋丸機月度維護:(1)檢查所有傳動系統的部分運行是否正常,潤化傳動鏈;(2)調整所有輥式輸送系統軟件傳動鏈,保持同步;(3)檢查離心風機和通風管的損壞和固定。4、鋼結構件拋丸機季檢修及維護保養:(1)檢查全部滾動軸承、氣控箱的完好無損狀況;(2)檢查所有電機、傳動齒輪、離心風機和螺旋輸送機的固定地腳螺栓和活套法蘭的緊密性;(3)更換拋丸機電機的新潤滑脂(按電機潤化規定潤化)。5、鋼結構件拋丸機的維護保養:(1)為所有滾動軸承填充潤滑脂;(2)維修所有電機軸承;(3)拆換或補焊主拋射區室體擋雨板;(4)維修微型機的觸碰可信性。
浙江鋼結構拋丸機廠家
拋丸機廠家設備的故障分析和維護運行初期屬于磨合期。故障比較復雜,原因也很多,如選型、設計制造、安裝、環境等。若力矩選得太小則可能影響其調節速度甚至根本無法調節。實際應用中有以下幾點:設計時未注意連桿與執行機構的牢固連接,出現脫落現象;安裝時使用相同的電源線和信號線,導致信號干擾大;附近有未屏蔽的大型電機設備,影響電機的穩定運行;位置定位器的保險選擇太大,導致其內部流線圈損壞等。必須及時觀察、發現和處理這些問題,以免造成不必要的損失。拋丸機運行中期,拋丸機電動執行機構的整體性能也由磨合期轉變為適應期,此時性能相對穩定。出現的問題多是個別電子元器件存在質量問題。如位置電流變換器TAM2、中間接觸器K1.K2、過扭矩微動開關等。進入運行后期,部件老化問題和傳動部件磨損問題開始變得極其嚴重,如電機線圈老化導致絕緣降低、運行不穩定;電機潤滑不良降低運行穩定性;定位器比較線圈老化或位置電流變換器老化降低定位精度;減速器傳動部件磨損導致拋丸機電機無法調整等。對于這些問題,應定期檢查以防出現重大故障。當然,在所有故障因素中,實際操作中也存在人為踩踏、工藝擋板卡死、工藝誤操作等原因。