南通鋼結構拋丸機安裝
發布時間:2023-12-09 01:22:31
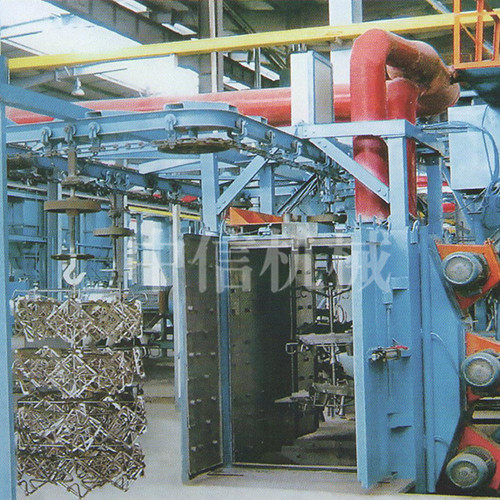
南通鋼結構拋丸機安裝
拋丸清理室由室體和護板等組成。除塵口設置在后側壁上。拋丸清洗室外殼為鋼板和型鋼焊接結構,吊鉤拋丸機是工件拋丸清洗的密封寬敞的操作空間。拋丸清理室一側墻上安裝了兩套QX130型拋丸器總成,保證了清理工件的全面拋丸清理。室體內受拋丸器直接拋射的區域襯有厚度為12mm的進口軋制Mn13護板,單班生產使用壽命可以達到十年。其它區域采用65Mn板防護。護板均用防護螺帽壓緊,便于必要時拆裝更換。漏斗由鋼板圍成斜邊,使彈丸流入底部的螺旋輸送機。該鋼板上也鋪以護板進行防護。螺旋輸送機上方鋪設鋼漏板,漏板上方鋪設耐磨橡膠板。使用時,應將耐磨橡膠板鋪在拋丸前方,以保護下面的鋼漏板,延長其使用壽命。本機采用滿簾幕式丸砂分離器。分離器由分離器螺旋、滾筒篩、丸料倉等組成。在丸砂分離器的漏斗處設有加料口,用來向設備補充新彈丸。從斗式提升機流入的丸砂混合物,由分離器螺旋送至滾筒篩中。滾筒篩設有內、外螺旋片。工作時,內螺旋片將砂塊等大顆粒雜物動送至排渣口排出。篩后的球、砂、灰塵混合物由滾筒篩外螺旋片推送,沿分離器全長均勻分布,然后通過調整分離器重錘,均勻流向分離器底部。

南通鋼結構拋丸機安裝
拋丸處理是一種拋丸表面處理方法。經過百年的發展,拋丸工藝及其設備早已相當成熟,其應用早已不僅僅是在各重工業工廠。隨著水平移動拋丸設備的誕生,其應用領域迅速擴展到混凝土表面涂層處理和船舶甲板金屬表面處理,直接引入行業標準制定和行業施工方法規范。鋼結構件涂裝前的表面處理是拋丸清理主要的用途之一。用拋丸法清洗鋼結構件可追溯到20世紀40年代,大型建筑工程鋼結構件涂裝前用拋丸法清洗其表面。自20世紀50年代中期以來,鋼板、型鋼等原材料及其復雜的鋼結構件在涂裝前開始進行表面預處理。將拋頭與其他不同的機械設備結合形成生產線或裝配線,使表面前處理和涂裝操作能夠連續進行,生產效率相當高。拋丸機或拋丸生產線在絕大部分的鋼結構制造廠都是不可或缺的生產手段。鋁合金、銅合金等有色金屬鑄件的表面清潔,除了去除氧化皮,發現鑄件的表面缺陷外,主要目的是去除壓鑄件的毛刺,獲得具有裝飾意義的表面質量,獲得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是一種機械或化學聯合去除磷皮的工藝方法,以確保在大規模生產中獲得高生產率。在生產硅鋼板、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,以確保冷軋鋼板的表面粗糙度和厚度精度。

南通鋼結構拋丸機安裝
拋丸機廠家是根據拋丸機將鋼砂鋼丸高速拋落沖擊性在原料塊表面的解決方案。對比別的金屬表面處理技術性而言,它更合理,并可對一部分保存或沖壓模具后的鍛造全過程。拋丸清理機也可用以除去毛邊,膈膜和銹跡,將會會危害物塊一部分的一致性,外型,或界定。拋丸清洗機還可以去除一部分涂層表面的空氣污染物,并顯示一個增強涂層附著力的表面走廊,超過加強鋼件的目的。拋丸機不同于噴丸機,因為它是用來減少零件的疲勞,提高不同的表面應力,提高零件的抗壓強度,或避免微動。為了合理降低零件的疲勞使用壽命,提高其表面應力,有必要找到拋丸機制造商展示解決方案。他們展示的武器裝備是根據拋出的鋼球進行處理的,這樣可以提高整體可信度。因此,他們仍然有更多的掌握,以獲得客戶的認可。拋丸機廠家的拋丸機將鋼球剛珠拋到不銹鋼鈍化處,可以在質量上帶來優異的實際效果,進而在質量上帶來非常好的主要性能。也許人們在進行商品選擇的時候,還是要多做比較,這樣才能在服務項目水平上帶來良好的經濟效益,所以如何選擇是非常重要的。
南通鋼結構拋丸機安裝
拋丸機廠家出廠前有哪些準備?利用鋼結構拋丸機,將鋼結件或鋼送至清潔室內的拋射區,其清洗過程中由電控速度可調的輸送輥道。在其周圍,表面應受到不同坐標方向的密集沖擊和摩擦,使其表面的氧化皮、銹層和污垢迅速脫落。在鋼表面,可獲得一定粗糙度的光滑表面,用于室外進出口輥道的加工件。通過吹掃器吹掃掉落在鋼板上的彈丸和銹塵,撒下的丸塵混合物通過回收螺旋送至室內漏斗。縱向螺旋輸送機集中在提升機的下部,然后提升到機器上方的分離器。分離后的純化顆粒落入分離器料斗中進行拋丸循環。拋丸機不僅能有效清潔鋼材外觀,還能有效增加工件強度。鋼制品之所以能應用到各個領域,是因為它們自身的強度必然相關。拋丸機選擇不斷高速拋射工件,不斷擊打工件外觀。通過這種方法,可以在一定程度上改造工件的結構,從而提高工件的強度。拋丸機的工作原理是利用高速工作的鋼丸打擊鋼材外觀,通過高速打擊產生巨大的力量,破壞鋼材外觀的銹跡。高強度擊打能有效清除附著在外表面的銹跡,全方位帶動整個鋼材本身,起到高強度除銹的作用。

南通鋼結構拋丸機安裝
幾乎所有的鑄鋼件、灰鑄件、瑪鋼件、球鐵件等都要進行拋丸處理。這不僅是為了去除鑄件表面的氧化皮和粘砂,也是鑄件質量檢驗前不可缺少的準備過程。例如,大型氣輪機外殼必須在無損檢測前嚴格清洗,以確保檢測結果的可靠性。在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。鋁合金、銅合金等有色金屬鑄件的表面清洗,除了去除氧化皮,發現鑄件的表面缺陷外,主要目的是去除壓鑄件的毛刺,獲得裝飾性的表面質量,獲得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是一種機械或化學聯合去除磷皮的工藝方法,以確保在大量鋼鐵生產中獲得高生產率。在生產硅鋼板、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,以確保冷軋鋼板的表面粗糙度和厚度精度。影響拋丸機清理效率的主要參數是鋼丸的拋射速度和拋丸量。拋射速度越高,打擊力越大;單位時間拋丸量增加,清洗工具單位面積拋丸密度也增加。提高拋射速度距離的影響。鋼丸從拋丸器拋出后,在運動過程中,由于空氣的阻力,速度將會逐漸降低。一般情況下,拋射距離每增加一米,鐵丸動能的損失約增加10%。通常,被清理工件的表面與拋丸器中心線的距離以0.7~1.5m為宜,過近則鋼丸彈痕過深且拋射區過小,過遠則清理效果降低。