奉化鋼結構拋丸機多少錢
發布時間:2023-02-09 01:31:38
奉化鋼結構拋丸機多少錢
履帶式拋丸機的操作人員必須經過專業培訓,并詳細了解履帶式拋丸機的性能。那么如何操作才是安全的,拋丸機廠家給大家講講:1)操作人員應穿公司統一的勞動服上班,禁止拖鞋和車間吸煙。2)將履帶式拋丸機的時間繼電器調整到所選的拋丸清洗時間,并按順序啟動電梯、拋丸機和除塵器。嚴禁按順序顛倒操作。3)彈丸按規定量加入拋丸室,然后放入工件,關閉拋丸室,嚴禁不關門啟動。4)定期清理除塵器下集塵箱內的灰塵,防止除塵管堵塞,影響除塵和分離效果。5)定期檢查各傳動部門,清潔零件,更換磨損零件。在檢查過程中,必須切斷電源,嚴禁不切斷電源進行維護。如果在維修過程中使用焊接進行維修,必須向相關部門報告,操作人員嚴禁擅自焊接。6)履帶式拋丸機在運行過程中,操作人員不得以任何理由離開拋丸機。7)拋丸機運行過程中發現異常聲音,應立即停機檢查,嚴禁帶病操作。8)清洗時間結束后,會自動停止,拋丸機完全停止后才能打開,將拋出的工件材料的反轉時間控制在一分鐘內。9)操作人員操作拋丸機時,必須仔細閱讀設備說明書,實施專人操作。10)下班后,操作人員應關閉電源,清理現場,關閉風扇,關燈后離開。

奉化鋼結構拋丸機多少錢
拋丸機廠家可根據鋼管直徑選擇不同的拋丸或噴丸處理設備,其中拋丸清洗由液壓電機驅動,噴丸清洗由啟動電機驅動。設計了直徑小于600mm的大型內壁拋丸機和小型鋼管噴丸機。該設備采用自動拋丸去除表面銹蝕,利用拋丸機拋出的高速彈丸流束打破鋼管內表面的氧化皮、銹層及其雜物,使其獲得明亮的表面,提高工件的抗拉和抗壓強度,增加內表面涂層保護的附著力,達到防腐、護管、延長鋼管使用壽命的目的。清洗后,工件表面的光潔度和粗糙度符合相關標準。小口徑鋼管采用內壁噴丸機和內壁噴丸處理線,主要包括移動臺車、砂斗、噴砂罐、噴槍、噴槍承載車、鋼管承載系統、底部彈丸輸送帶式輸送機、斗式提升機、維修平臺、分離器、除塵系統、支架、氣動系統、壓縮空氣系統和電氣控制系統。該設備配備了輸送臺車上的氣動卸料系統,兩側可自動卸料。將工件放置在工作位置后,移動密封室在減速器的驅動下移動到固定密封室,以密封鋼管的兩端。

奉化鋼結構拋丸機多少錢
隨著國內表面清洗要求的進一步提高,拋丸機的應用越來越廣泛。拋丸清理機在使用過程中有哪些錯誤?1、如果沒有及時添加鋼丸,拋丸機依靠拋丸機將鋼丸高速拋射到工件表面進行清洗。鋼丸是一種消耗品。隨著拋丸機工作的逐步減少,分離循環無法完成,影響拋丸質量。2、拋丸機的啟動順序錯誤,拋丸機的啟動操作未按照說明書進行。打開拋丸機后,沒有提供丸閘,導致拋丸機空轉,沒有丸料進入。3、關機順序錯誤,提前關閉拋丸器,導致丸子連續進入拋丸器,下次啟動時容易燒毀電機。4、拋丸機輸送輥道速度過快或過慢,輥道輸送速度可調,用戶在使用過程中未按說明書速度調整,過快或過慢會影響拋丸質量。5、先啟動通風吸塵電機,檢查運行情況,確認正常后再啟動拋丸機。拋丸機啟動前,不得打開供鐵丸的控制閥。6、定期檢查鋼材清洗質量,必要時可調整彈丸拋射角度和輥道輸送速度。7、隨時觀察鋼材是否有跑偏,打滑要及時排除。8、注意拋丸機運行中的振動和聲音是否正常,軸承和電機的溫升。如果通過拋丸清洗機出現異常,應停止檢查,消除故障或更換葉片。9、通過式拋丸機工作結束時,應先關閉丸管,停止進風;關閉拋丸器電機,停止通風。10、出現異常現象,立即停機,檢查其原因并及時排除。11、潮濕鋼板嚴禁進入拋丸室進行拋丸處理。12、未經學習本機操作及使用說明人員一律不允許操作本機。13、當拋丸葉輪未停止旋轉時,不允許打開端蓋,打開端蓋對應斷電所有電門按鈕。14、每個工作班結束后,應清洗機器,檢查易損件的使用情況,發現嚴重損壞時應更換。15、各種鑄件在清洗前應落砂,否則滾筒內積砂過多會影響分離效果,速零件磨損。16、每年拆卸一次機器檢查,拆卸并清洗所有零件,如有損壞,應更換一次。17、更換分配輪程序:先卸下分離器與導入管連接的兩個螺釘,然后用木錘輕輕打開導入管,松動后取下,再用套筒扳手取下固定螺母(左螺旋)取下分配輪。18、更換定向套程序:先取下分配輪,然后取下固定壓塊的螺釘,用手取出。如果砂末彈丸堵塞,不容易直接取出,可以一起取出定向套壓圈。在安裝定向套時,應注意寬刻度與指線的正確位置,否則影響拋射方向。

奉化鋼結構拋丸機多少錢
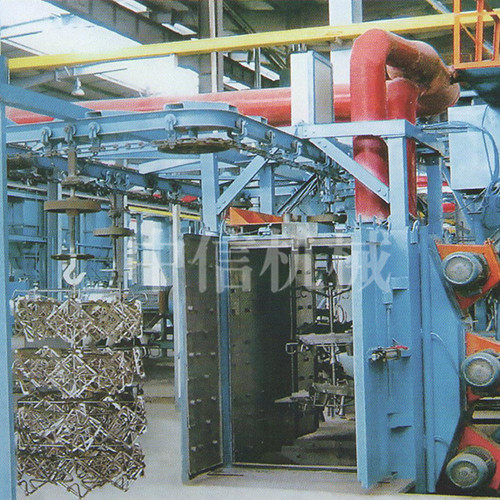
鋼結構拋丸機的工藝介紹:緩沖角鋼設置在鋼結構拋丸機底部的料斗上,減少了拋丸材料下落時的沖突。輥道兩端設有擋板,避免了工件不運行時的偏差。發球系統采用專用氣動發球閘閥和工件光電檢測。系統采用三級脈沖濾筒除塵器的旋風沉降室,除塵效果佳。傳動頭輪采用棘輪棘爪機構避免反轉,傳動電機采用制動電機防止反轉,提高了反轉的簡單性。變距分離器由雙缸加阻旋轉料位計控制,根據拋丸情況主動調整窗簾,達到全窗簾流幕的功能。鋼結構拋丸機清洗室頂部料倉設置上下料位計,主動檢測拋丸量。電梯下部設有裝丸斗和氣動門,與裝料倉的料位儀一起控制裝丸。裝丸斗配有料位儀,報警裝丸,實現主動裝丸。除銹處理是鋼結構拋丸機生產的主要工藝。如果處理不當,會直接影響鋼結構的質量,縮短鋼結構的維護周期或使用壽命,有時會導致鋼結構使用壽命中的結構安全問題。研究了幾個鋼結構拋丸機項目的拋丸除銹,加強了對影響除銹效果的主要因素的控制,為鋼結構拋丸機提供了除銹方法。
奉化鋼結構拋丸機多少錢
清除拋丸機產生的灰塵由抽氣管送至除塵系統,凈化后的凈氣排入大氣,顆粒粉塵被捕獲收集。1、產品需要的鋼板、型材全部由專業廠家供應。2、每一塊鋼板、型材或構件構成設備,噴砂除銹后進行維護。3、每一個配件的標準都盡可能從靠譜的廠商采購,如軸承、馬達、減速器等。4、PLC變頻器。光電開關均采用進口。5、拋丸關鍵零件的工廠試載,其他運動機構的廠內試運轉。6、由設計、質檢員組成專門負責小組,監督上述每一步的實施,以保證產品質量。7、設備制造完成后,通知用戶初次驗收,各功能部件驗收合格后方可出廠。拋丸機的主要用途如下:1、拋丸器能使零件表面產生壓應力,從而提高其疲勞強度和抗拉應力腐蝕能力;2、拋丸機能修正薄壁扭曲件;3、對于大、薄壁鋁件的成型加工,采用拋丸清洗法代替傳統的冷熱成型工藝。拋丸機不僅可以避免零件表面的殘余拉應力,還可以使零件獲得良好的壓應力。需要注意的是,拋丸機處理后的零件使用溫度不宜過高,否則高溫下壓應力會自動消失,從而失去預期效果。其使用溫度取決于零件的材質,對于一般鋼制件的溫度大約為260~290℃,鋁制件僅為170℃。

奉化鋼結構拋丸機多少錢
幾乎所有的鑄鋼件、灰鑄件、瑪鋼件、球鐵件等都要進行拋丸處理。這不僅是為了去除鑄件表面的氧化皮和粘砂,也是鑄件質量檢驗前不可缺少的準備過程。例如,大型氣輪機外殼必須在無損檢測前嚴格清洗,以確保檢測結果的可靠性。在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。鋁合金、銅合金等有色金屬鑄件的表面清洗,除了去除氧化皮,發現鑄件的表面缺陷外,主要目的是去除壓鑄件的毛刺,獲得裝飾性的表面質量,獲得綜合效果。在冶金鋼鐵生產中,噴丸或酸洗是一種機械或化學聯合去除磷皮的工藝方法,以確保在大量鋼鐵生產中獲得高生產率。在生產硅鋼板、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,以確保冷軋鋼板的表面粗糙度和厚度精度。影響拋丸機清理效率的主要參數是鋼丸的拋射速度和拋丸量。拋射速度越高,打擊力越大;單位時間拋丸量增加,清洗工具單位面積拋丸密度也增加。提高拋射速度距離的影響。鋼丸從拋丸器拋出后,在運動過程中,由于空氣的阻力,速度將會逐漸降低。一般情況下,拋射距離每增加一米,鐵丸動能的損失約增加10%。通常,被清理工件的表面與拋丸器中心線的距離以0.7~1.5m為宜,過近則鋼丸彈痕過深且拋射區過小,過遠則清理效果降低。